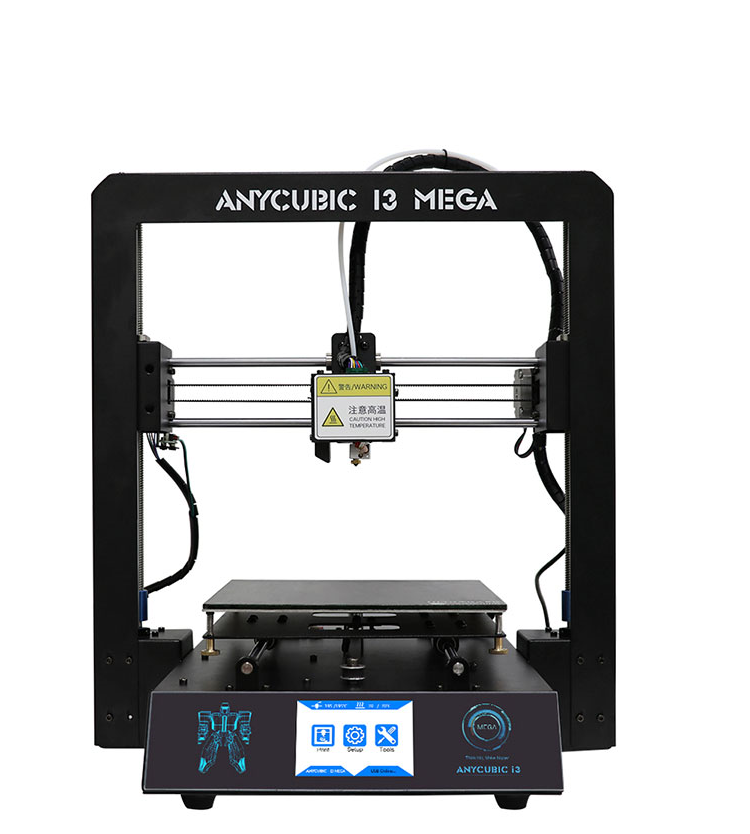


最近,小编买了一台桌面级3D打印机Vyper,也算是混进了3D打印圈了。经过一段时间的观察,小编发现FDM的耗材种类有许多,比如PLA、TPU、ABS等,其中最让小编好奇的是ABS。经查阅资料,跟大家分享下ABS耗材的一些特性。

ABS是工业3D打印机首次使用的塑料之一,价格低廉,机械性能优异,韧性和耐冲击性优异,很受欢迎。ABS作为一种非晶体塑料,具有较高的玻璃化转变温度,其加热形式也由外向内逐渐转变为流态,这意味着ABS在完全失去其物理强度之前能承受较高的温度,同时ABS也是3D打印耗材的可选材料。
优点是显而易见的:较低吃的成本、良好的强度和耐磨性、还有较好的耐热性。
在使用Vyper打印ABS时,小编也发现了这款耗材的不足之处:冷却后明显变形,打印有异味,成型精度差。
使用时需留意以下要点
一、控制翘曲
使用ABS打印,最常见的问题是翘曲。ABS线材挤出时至少有220度,然后立即冷却到环境温度。这种巨大的温度变化会导致材料收缩。其结果是①第一层线材与平台分离,常见的是翘曲状况,②模型收缩变形,如长边向内弯曲。
为使翘曲最小化,应将高温热床加热至110C以改善翘曲。另外,在制片软件中,可开启打印开始温度层的功能,使喷嘴和台面在打印开始层时有较高的温度。打印大型零件,以减少收缩,必须在有效范围内减少壁厚及其填充,即减少模型材料的整体使用量,减少收缩变形程度。像Vyper这样的龙门框架式结构的3D打印机打印ABS,是很容易产生翘曲和收缩问题的,如果你想把ABS的性能发挥到极致,可以考虑采用封闭式3D打印机,使局部温度达到要求,避免环境气流在打印过程中所形成的过快冷却和温度大幅度转变。
二、采用沿边或底垫
由于综合应力问题,模型角容易翘曲,尤其是底面大的模型。为了减少这一情况的出现,必须配合沿边或底垫的使用,进而增大与平台粘着的面积。当然要注意的是,底垫会增加很多打印时间,可以根据修改底垫厚度和底部密度来减少打印时间。檐的边缘相对来说太薄,可能形成尖角撕裂檐边,这种情况得加厚檐边或造型中为底锐角创造一个圆形的扁平外延。
三、保证环境适宜
为了减少环境温度和气流对ABS打印的干扰,要尽量为打印机提供一个稳定的环境。密闭箱及其恒温装置是很好的选择。此外,由于ABS打印会产生强烈的味道,长期吸入对人体有害,因此必须进行空气循环或空气过滤,如安装空气过滤系统和将烟雾排出室外。